目前普尼奥环保科技服务于山东玉皇化工的循环水系统,总循环水量近6000吨/小时,补水采用水库水与厂区达标污水得混合水。
山东玉皇化工是石化企业最早开展中水回用的企业,循环水系统是回用中水的用水部门。此前第四循环水系统,由于系统负荷大、工艺复杂、流程长,系统设备结垢严重,导致设备更换及水置换均相当频繁,未能体现中水回用的应有价值。
普尼奥环保科技在与玉皇化工探讨协商后,在第四循环水系统开展了总承包业务,此类服务方式在石化行业尚属首例。十多年来,凭借我公司的药剂性能、现场技术人员的精密操作以及玉皇化工各部门的大力配合,第四循环水系统的水处理效果,一直领先于其它循环水系统,在保证了系统设备安稳运行,减少了设备损耗的同时,作为做大的循环水系统,更是为分公司节水减排创造了可观效益。
玉皇化工污水处理工艺简介
为确保公司生产废水处理后达到《山东省南水北调沿线水污染物综合排放标准》(DB37/599-2006)中的一般保护区域排放标准要求(COD≤60mg/l;氨氮≤15mg/l;PH:6~9),保护生态水环境。根据公司现有生产装置废水水量、水质以及后续项目水质情况分析,同时借鉴国内已运行同类装置废水特点,公司于2009年投资1000万元,建设一套日处理能力为1200吨的污水处理设施,工艺采用“物化+A/O+MBR”处理技术,该工艺技术具有先进实用、操作简单、耐冲击负荷强、出水水质稳定等优点。
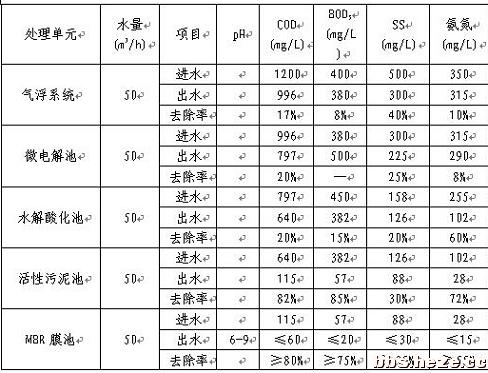
工艺流程简述:来自苯加氢装置的生产废水经预处理装置处理后进入调节池与其它生产装置废水均质混合,用泵提升至隔油沉淀池,去除大部分浮油和悬浮物,浮油收集后回收利用。然后进入气浮系统,再次去除废水中部分油类和大部分的悬浮物;气浮系统出水进入微电解池,利用生物铁具有微电池反应、絮凝作用和亲铁细菌的生物降解等综合作用,可改变废水中部分污染物的分子结构,把难降解的大分子有机物转化为小分子有机物,降解部分有机物的毒性,为下一步生化处理创造有利条件。微电解池底部安装鼓气搅拌装置,用来除去废水中的气体。微电解池出水进入水解酸化池,在缺氧条件下,利用厌氧菌将废水中难降解物质降解为溶解性的物质,大分子物质降解为小分子物质。水解酸化池出水后进入活性污泥池,在好氧条件下,利用好氧菌去除大部分有机物,经污泥回流泵将活性污泥及沉淀池内污泥回流至反硝化池进行反硝化,去除去废水硝酸盐,达到去除氨氮的目的。活性污泥池出水进入MBR膜池, MBR膜组件自身配置了空气曝气系统,用于提供生化所需的需氧以及用于抖动膜丝,减轻膜污染。处理后的泥水混合液在清水泵(或虹吸)的抽吸作用下,清水进入MBR中空纤维膜丝,再汇集于MBR集水管后由清水泵抽出,几乎细菌及悬浮物均被截流在好氧曝气池中,因此省去了沉淀池,并使出水达到悬浮物接近于零的优良水质。同时,MBR中0.1微米的中空纤维膜可以阻止细菌的通过,将菌胶团和游离细菌保留在生化反应器中,大大提高了反应器内的污泥浓度,强化生化生化效果。